دستگاه حفاری تیرآهن H جدید CNC برای ساخت فولاد 11/15 کیلووات توان موتور اسپیندل
معرفی محصول:
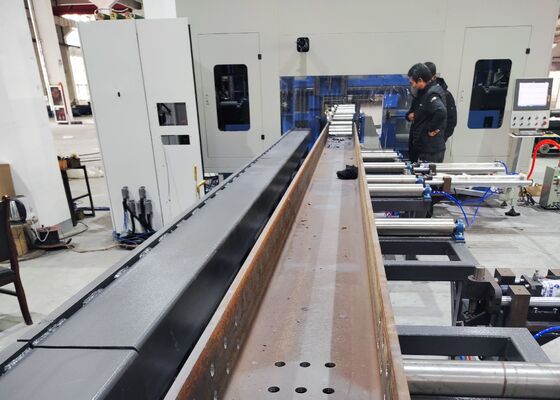
دستگاه حفاری تیرآهن H CNC عمدتاً برای حفاری، قلاویزکاری، علامتگذاری و خطکشی فولاد H شکل، فولاد کانال، فولاد زاویهدار و سایر مواد فلزی طراحی شده است. این دستگاه به طور گسترده در صنعت سازه فولادی، از جمله در ساختمانها، گاراژها، برجها و سازههای شبکهای مورد استفاده قرار میگیرد.
1. یک راه حل حفاری حیاتی و تخصصی برای ساخت سازه فولادی.
2. قادر به حفاری سوراخ در سه سطح تیرآهن H و کانال به طور همزمان، تضمین کننده دقت و کارایی بالا.
3. مجهز به 7 محور CNC، امکان تغذیه و موقعیتیابی کاملاً خودکار و دقیق را فراهم میکند.
4. سازگار با نقشههای قطعه کار AUTOCAD و DSTV، به راحتی آنها را به برنامههای ماشینکاری تبدیل میکند.
پارامترهای محصول:
| مدل |
BHD1000/3 |
| محدوده عرض تیرآهن H (میلیمتر) |
100~1000 |
| محدوده ارتفاع تیرآهن H (میلیمتر) |
100~500 |
| محدوده عرض فولاد کانال (میلیمتر) |
100~1000 |
| محدوده ارتفاع فولاد کانال (میلیمتر) |
100~250 |
| حداکثر ضخامت قطعه کار (میلیمتر) |
80 |
| حداکثر طول قطعه کار (متر) |
12 یا 15 (اختیاری) |
| تعداد اسپیندل حفاری. |
مجموع 3 اسپیندل، یک اسپیندل در واحد بالایی، سمت چپ و راست به ترتیب |
| مخروطی سوراخ اسپیندل |
BT40 |
| حداکثر قطر حفاری (میلیمتر) |
40 |
| توان موتور اسپیندل (کیلووات) |
11/15 |
| سرعت اسپیندل (دور در دقیقه) |
100~3000 |
| سرعت تغذیه اسپیندل (متر در دقیقه) |
0~10 |
| سرعت تغذیه محور X (متر در دقیقه) |
0~20 |
| تعداد خشاب ابزار |
3 |
| نوع و ظرفیت خشاب ابزار |
نوع ردیفی، 3x4 (اختیاری) |
| واحد علامتگذاری (اختیاری) |
تایپ دیسکی، 36 کاراکتر، اندازه کاراکتر Φ10 میلیمتر |
| سیستم CNC |
آلمانی, ژاپن، چین INVT |
| روش خنککاری |
خنککاری اسپری، خنککاری داخلی + خنککاری خارجی |
| ابعاد کلی دستگاه (متر) |
حدود 33x5.5x3.5 |
| کل توان (کیلووات) |
حدود 60 |
| پارامترهای فوق را میتوان بر اساس الزامات خاص مشتری تنظیم و تغییر داد. |

ویژگیهای محصول:
1. مکانیزم تغذیه دستگاه اره تیرآهن شامل یک سیستم گیره و تغذیه کالسکه کنترل شده با CNC است که عملکرد با سرعت بالا و دقت موقعیتیابی دقیق را تضمین میکند.
2. سه اسپیندل پرسرعت BT40 برای حفاری سه سطح تیرآهن H استفاده میشوند. اسپیندلها مجهز به متههای کاربیدی، میتوانند به سرعتهای چرخشی تا 3000 دور در دقیقه دست یابند و کارایی پردازش برتر و عملکرد حفاری برجسته را تضمین میکنند. تراشههای تولید شده در حین حفاری توسط نوار نقاله تراشه از نوع زنجیری به طور موثر حذف میشوند.
3. سیستم خنککاری خط حفاری تیرآهن CNC از فناوری خنککاری مه استفاده میکند و قابلیتهای خنککاری داخلی و خارجی را فراهم میکند. هر واحد اسپیندل حفاری مجهز به یک نازل خنککاری خارجی اختصاصی و یک اتصال خنککاری داخلی است که انعطافپذیری را برای انتخاب روش خنککاری مناسب بر اساس الزامات حفاری خاص ارائه میدهد. خنککاری داخلی و خارجی بسته به نیازهای عملیاتی میتوانند به طور مستقل یا همزمان استفاده شوند.
4. سیستم تعویض خودکار ابزار (ATC) را میتوان بر اساس مشخصات مشتری نصب کرد و نیاز به تعویض دستی ابزار را از بین میبرد. این ویژگی به طور قابل توجهی زمان توقف را کاهش داده و کارایی کلی عملیاتی را بهبود میبخشد.
5. دستگاه حفاری تیرآهن را میتوان به صورت اختیاری به یک سیستم علامتگذاری دیسکی هیدرولیک مجهز کرد. دیسک توسط یک موتور سروو به دقت موقعیتیابی میشود و امکان علامتگذاری سریع تا 36 کاراکتر مختلف را فراهم میکند.
6. عملکردهای خودکار خطکشی و قلاویزکاری جایگزین فرآیندهای سنتی خطکشی دستی میشوند. ابزارهای خطکشی برای علامتگذاری موقعیتهای صفحه برای جوشکاری بعدی روی فلنجها و جان تیرآهن H استفاده میشوند و باعث صرفهجویی در زمان و بهبود دقت میشوند. علاوه بر این، عملیات قلاویزکاری را میتوان روی فلنجها و جان تیرآهن H انجام داد و کارایی تولید را به طور قابل توجهی افزایش داد.
7. فرآیند گیره قطعه کار در حین تغذیه و پردازش روی دستگاه حفاری تیرآهن CNC - شامل بلند کردن طولی، گیره فشاری جانبی، و ایمنسازی و رهاسازی گیرهها - به طور کامل توسط سیستم هیدرولیک خودکار میشود. این امر عملکرد قابل اعتماد و سازگار تجهیزات را در طول کل فرآیند تضمین میکند.
8. سیستم کنترل شامل یک کامپیوتر مرکزی و یک PLC است، با قطعات کلیدی که از برندهای معروف بینالمللی تهیه شدهاند. این سیستم از چندین روش برنامهنویسی پشتیبانی میکند و به اپراتورها اجازه میدهد تا برنامههای مختلف را به راحتی ویرایش کنند. دادههای طراحی ساختاری، مانند فایلهای DXF و DSTV تولید شده توسط سیستمهای شخص ثالث AutoCAD یا TEKLA Structures، میتوانند به طور یکپارچه وارد شوند.
در طول جلسات نمایش نمونه، دستگاه حفاری، علامتگذاری و برش ورق فلزی تیرآهن H CNC به طور موثر قابلیتهای پردازش خود را با استفاده از نمونههای استاندارد تیرآهن H (با عرضهای فلنج و ضخامتهای جان متفاوت) و همچنین نمونههای فولاد کانال با اندازههای مختلف به نمایش میگذارد. نمونههای نمایش داده شده در این نمایشها به وضوح توانایی دستگاه را در دستیابی به موقعیتیابی دقیق سوراخ، رزوه های تمیز قلاویز شده، و الگوهای علامتگذاری واضح نشان میدهند - که دقت بالا و قابلیت اطمینان آن را در سناریوهای کاربردی عملی به طور کامل نشان میدهد.
دستگاه حفاری، علامتگذاری و برش تیرآهن H CNC پرسرعت عمدتاً در کارخانههای ساخت سازه فولادی و پروژههای ساخت پل مورد استفاده قرار میگیرد. در کارگاههای سازه فولادی، پردازش دقیقی را بر روی تیرآهنهای H مورد استفاده در چارچوبها و سیستمهای پشتیبانی انجام میدهد و پایهای محکم برای مونتاژ پایدار سازههای فولادی فراهم میکند. در ساخت پل، دستگاه عملیات حفاری با دقت بالا را بر روی تیرآهنهای H انجام میدهد و در نتیجه یکپارچگی ساختاری پلها را افزایش داده و ظرفیت آنها را برای تحمل بارهای طولانی مدت تضمین میکند. این دستگاه با کارایی عملیاتی استثنایی خود، پشتیبانی قابل اعتماد را برای این بخشهای زیرساختی حیاتی ارائه میدهد و پیشرفت روان پروژههای مرتبط را هدایت میکند.

 پیام شما باید بین 20 تا 3000 کاراکتر باشد!
پیام شما باید بین 20 تا 3000 کاراکتر باشد!