خط برش و پانچ CNC برای فولاد تخت، فولاد نبشی و فولاد ناودانی مدل CJBNC14
معرفی محصول:
این دستگاه برای ماشینکاری CNC سطح جان فولاد ناودانی، دو طرف فولاد نبشی و فولاد تخت (که میتوان آن را به صورت قوسی برش داد) از جمله علامتگذاری، پانچ و برش استفاده میشود. این دستگاه دارای دقت ماشینکاری بالا، سرعت پانچ سریع و راندمان تولید بالا است.
این دستگاه میتواند برای تولید انبوه قطعات و همچنین تولید دستهای کوچک و متنوع هنگام توسعه محصولات جدید سازگار شود. هر مرحله دارای یک ایستگاه دکمهای برای بارگیری و گیره زدن توسط یک نفر است.
پارامترهای محصول:
| مدل دستگاه |
CJBNC14 |
| عملکردهای دستگاه |
علامتگذاری، پانچ، برش |
| محدوده پردازش فولاد نبشی (میلیمتر) |
∟40×40×3~∟140×140×12 |
| محدوده پردازش فولاد ناودانی (میلیمتر) |
8#-14# |
| محدوده پردازش فولاد تخت (میلیمتر) |
40×4~140×12 |
| نیروی علامتگذاری (KN) |
630 |
| حداکثر طول قطعه خام (متر) |
12 |
| تعداد حروفچینی چاپ (ست) |
4 |
| تعداد حروفچینی در هر ست (قطعه) |
12 |
| اندازه حروفچینی (میلیمتر) |
14×10×19 |
| طول کانال تغذیه محصول نهایی (متر) |
4 |
| حداکثر ظرفیت پانچ (قطر × ضخامت میلیمتر) |
Φ26×12(جنس:Q355 525N/mm2) |
| حداکثر ظرفیت پانچ سوراخ کشیده (میلیمتر) |
Ф22×50×12 (جنس:Q355 525N/mm2) |
| تعداد پانچ در هر طرف (قطعه) |
3 |
| روش برش |
برش تک تیغه |
| حداکثر ظرفیت برش تک تیغه |
∟40×40×3~∟140×140×12
(جنس:Q355 525N/mm2)
|
| |
فولاد ناودانی 8#-14# (جنس:Q355 525N/mm2) |
| |
فولاد تخت 40×4~140×12 |
| تعداد محورهای CNC |
3 |
| سرعت تغذیه فولاد نبشی (متر بر دقیقه) |
60 |
| روش خنککاری سیستم هیدرولیک |
خنککاری با آب |
| ابعاد خارجی (میلیمتر) |
حدود 25000×6200×2200 |

ترکیب تجهیزات:
جریان فرآیند: دستگاه تغذیه قطعه کار را به کانال تغذیه منتقل میکند → چرخ دستی تغذیه CNC با بازوی رباتیک قطعه کار را گیره میزند → موقعیتیابی انتهای قطعه کار → دستگاه علامتگذاری → دستگاههای پانچ CNC A و B پانچ میکنند → دستگاه برش برش میدهد → کنترل دستی واژگونی کانال تخلیه برای تخلیه.
1. دستگاه تغذیه:
شامل زنجیر نقاله، تکیهگاه چرخدنده و دستگاه انتقال. زنجیر دارای چنگکهایی است که قطعه کار را جابجا میکنند.
2. کانال تغذیه:
2.1 برای پشتیبانی و جابجایی قطعات کار با مشخصات مختلف استفاده میشود.
2.2 شامل غلتکهای پشتیبان، براکتهای کانال و رکها و غیره.
3. چرخ دستی تغذیه CNC:
3.1 برای گیره زدن قطعات خام و تغذیه آنها به صورت CNC در امتداد محور X استفاده میشود.
3.2 چرخ دستی تغذیه CNC شامل براکت، چرخدندهها، سیلندرها، موتورهای سروو و بازوی رباتیک و غیره است.
3.3 چرخ دستی تغذیه CNC که توسط موتور سروو هدایت میشود، میتواند موقعیتیابی دقیقی را برای حرکت طولی قطعه کار به دست آورد.
4. دستگاه پانچ CNC سمت A:
4.1 شامل بدنه دستگاه، پایه، مکانیزم انتقال، سیلندر هیدرولیک پانچ اصلی، سیستم تعویض قالب، قالب و دستگاه فشار است.
4.2 یک سیلندر یک پد را فشار میدهد تا قالبهای مختلف را برای پانچ انتخاب کند؛ تعویض قالب سریع است.
4.3 قطعه کار در امتداد محور X تغذیه میشود و قالب پانچ در امتداد محور A حرکت میکند که توسط موتور سروو هدایت میشود. سپس، سیستم تعویض قالب به طور متوالی پانچهایی با قطرهای سوراخ مختلف را برای تکمیل ماشینکاری یک طرف قطعه کار فولاد نبشی تغییر میدهد.
5. دستگاه پانچ CNC سمت B:
5.1 شامل بدنه دستگاه، مکانیزم انتقال، سیلندر هیدرولیک پانچ اصلی، سیستم تعویض قالب، قالب و دستگاه فشار است.
5.2 قطعه کار در امتداد محور X تغذیه میشود و قالب پانچ در امتداد محور Y حرکت میکند که توسط موتور سروو هدایت میشود. سپس، سیستم تعویض قالب به طور متوالی پانچهایی با قطرهای سوراخ مختلف را برای تکمیل پردازش جان فولاد ناودانی، یک طرف فولاد نبشی و سوراخ بالایی فولاد تخت تغییر میدهد.
5.3 یک سیلندر یک پد را فشار میدهد تا قالبهای مختلف را برای پانچ انتخاب کند؛ تعویض قالب سریع است.
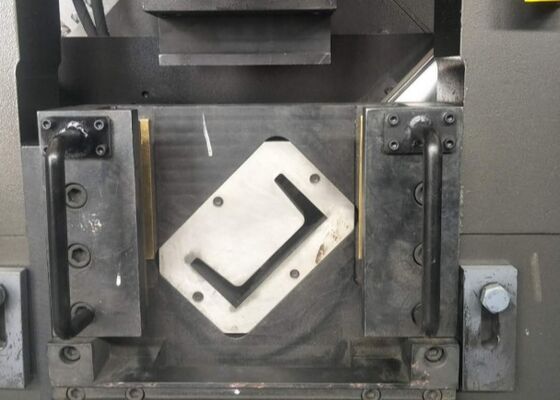
6. دستگاه برش:
6.1 قطعات کار را به طول مورد نیاز برش میدهد.
6.2 شامل بدنه دستگاه، قالب برش و سیلندر برش و غیره است.
7. کانال تخلیه:
7.1 کانال تخلیه برای نگهداری قطعات کار پس از پانچ و برش استفاده میشود.
7.2 کانال تخلیه شامل تکیهگاه کانال، غلتکهای پشتیبان، سیلندر و غیره است.
7.3 پس از پانچ و برش، قطعات کار به صورت دستی به موقعیت تخلیه فشار داده میشوند و به صورت دستی توسط سیلندر کج برای تخلیه کنترل میشوند.
8. سیستم هیدرولیک:
8.1 شامل واحد کنترل، ایستگاه هیدرولیک محرک و سایر واحدهای کمکی است.
8.2 واحد کنترل: شامل اجزای هیدرولیک کنترل کننده هر دستگاه پانچ و برش، دستگاههای ایمنی فشار و غیره است.
8.3 ایستگاه هیدرولیک محرک: عمدتاً از مخزن روغن، موتور، پمپ و غیره تشکیل شده و مجهز به فیلتر است.
8.4 روش خنککاری: خنککاری با آب، دمای آب ورودیکمتر یا مساوی 20 درجه سانتیگراد.
8.5 فشار کاری: فشار بالا 25MPa
9. سیستم پنوماتیک:
9.1 عمدتاً برای انتخاب قالب، گیره زدن و غیره استفاده میشود.
9.2 نیاز به هوای فشرده بدون گرد و غبار و بدون آب دارد.
10. سیستم الکتریکی:
10.1 ترکیب سیستم کنترل الکتریکی:
شامل کامپیوتر میزبان، PLC (کنترل کننده منطقی قابل برنامهریزی)، درایوهای سروو، اجزای تشخیص و حفاظت و غیره است.
10.2 حالتهای عملکرد سیستم کنترل الکتریکی:
سیستم در دو حالت دستی و خودکار کار میکند.
در حالت دستی، اقدامات هر دستگاه به صورت جداگانه با اینچینگ کنترل میشود.
در حالت خودکار، اقدامات مختلف دستهبندی شده بر اساس رویههای ماشینکاری از پیش برنامهریزی شده به طور خودکار تکمیل میشوند.
این تجهیزات برای پردازش CNC چند منظوره قطعات فولادی سازهای، از جمله سطوح جان فولاد ناودانی، هر دو فلنج فولاد نبشی و مقاطع فولاد تخت که میتوانند به اشکال منحنی یا قوسی نیز شکل داده شوند، طراحی شده است. این دستگاه قادر به انجام طیف وسیعی از عملیات بر روی این مواد، مانند علامتگذاری دقیق، پانچ دقیق و برش با کیفیت بالا است و قابلیتهای پردازش جامع را در یک تنظیم واحد ارائه میدهد. با پشتیبانی از این عملکردهای متنوع، دستگاه ساخت کارآمد و دقیق قطعات فولاد نبشی، فولاد تخت و فولاد ناودانی را تضمین میکند و آن را برای تولید قطعات سازهای سفارشی، نمونههای اولیه و قطعات نمونه با کیفیت و دقت ابعادی ثابت ایدهآل میسازد.
این دستگاه برای پانچ، علامتگذاری و برش بر روی فولاد نبشی، فولاد تخت و فولاد ناودانی استفاده میشود. این دستگاه عمدتاً برای پردازش بازوهای متقاطع، حلقهها، صفحات اتصال پنج سوراخه، پدهای تخت و نیمکتها در لوازم جانبی آهنی برجهای برق استفاده میشود.

 پیام شما باید بین 20 تا 3000 کاراکتر باشد!
پیام شما باید بین 20 تا 3000 کاراکتر باشد!