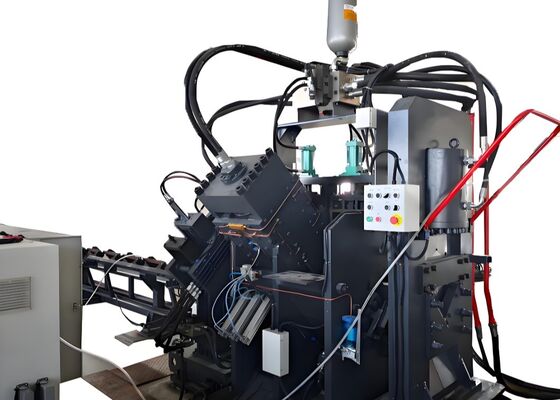
دستگاه برش و پانچ فولاد نبشی CNC با حداکثر پانچ Φ26x20 میلی متر، خط برش با نیروی برش 2200/4300 کیلونیوتن
معرفی محصول:
خط تولید پیشرفته CNC پانچینگ، علامتگذاری و برش فولاد نبشی سری JNC از اجزای کلیدی مانند واحد پانچ، واحد علامتگذاری، واحد برش، نوار نقاله عرضی، نوار نقاله چرخشی، نوار نقاله تغذیه، نوار نقاله تخلیه، کالسکه تغذیه CNC، سیستم هیدرولیک، سیستم الکتریکی، سیستم پنوماتیک و سایر عناصر ضروری تشکیل شده است. این خط تولید که به طور خاص برای پردازش خودکار فولاد نبشی مورد استفاده در ساخت برج طراحی شده است، با کنترل عددی کامل کار میکند و عملکرد کاربرپسند را ارائه میدهد. این دستگاه قابلیتهای تولید خودکار، با دقت بالا، انعطافپذیر و در مقیاس بزرگ را فراهم میکند.
پارامترهای محصول:
| مدل |
JNC2020 |
| اندازه نبشی (میلی متر) |
50x50x4~200x200x20 |
| حداکثر پانچ (قطر × ضخامت) (میلی متر) |
Φ26x20 |
| نیروی پانچ (کیلونیوتن) |
1000/1200 |
| نیروی علامتگذاری (کیلونیوتن) |
1000/1200 |
| نیروی برش (کیلونیوتن) |
2200/4300 |
| حداکثر طول قطعه خام (متر) |
14 |
| حداکثر طول قطعه نهایی (متر) |
12 |
| تعداد پانچ در هر طرف |
3 |
| گروه حروف علامتگذاری |
4 |
| تعداد حروف در هر گروه |
18 |
| اندازه کاراکتر (میلی متر) |
14x10x19 |
| محورهای CNC |
3 |
| حالت برش |
تیغه دوتایی یا تیغه تکی |
| روش خنک کننده |
خنک کننده با آب/خنک کننده با هوا/چیلر روغن |
| حداکثر سرعت تغذیه (متر بر دقیقه) |
80 |
| حالت برنامهریزی |
نرمافزار Lofting یا برنامهریزی دستورالعمل |
| ابعاد کلی (متر) |
حدود 32x7x3 |
| پارامترهای فوق را میتوان بر اساس الزامات خاص مشتری تنظیم و تغییر داد. |

ویژگیهای محصول:
1. دستگاه پانچ فولاد نبشی CNC مجهز به دو یا سه واحد پانچ است که هر کدام قادر به پذیرش سه اندازه پانچ مختلف هستند. این واحدها از طریق کنترل عددی (NC) به دقت کنترل میشوند و از تنظیمات موقعیتی دقیق در طول فرآیند پانچ اطمینان حاصل میکنند. این دستگاه قادر به تولید سوراخهای گرد و بیضی است. با قابلیتهای تغذیه و پانچ با سرعت بالا، کارایی تولید را به طور قابل توجهی افزایش میدهد. برای فولاد نبشی 50x50x4 میلیمتر، دستگاه میتواند در هر شیفت هشت ساعته به خروجی تولید 9-10 تن دست یابد.
2. واحد علامتگذاری دستگاه پانچ نبشی CNC در یک محفظه مستحکم و بادوام قرار دارد. سیستم علامتگذاری دارای چهار مجموعه کاست است که از طریق برنامهریزی قابل انتخاب هستند و انعطافپذیری در تنظیم موقعیت علامتگذاری را ارائه میدهند. علاوه بر این، دستگاه از تکنیک علامتگذاری دیسکی با 10 ردیف استفاده میکند و به طور خودکار کاراکترها را بدون نیاز به ورودی دستی انتخاب میکند و در نتیجه کارایی علامتگذاری را به میزان قابل توجهی بهبود میبخشد.
3. دستگاه برش میلگرد نبشی CNC مجهز به یک واحد برش تیغه تکی است که به دلیل نیروی برش برتر خود مشهور است. هر برش با ضایعات مواد صفر انجام میشود و سطح برش تمیز و صافی را ارائه میدهد. محفظه تیغه با ویژگی درب باز طراحی شده است که تعویض سریع و ایمن تیغه را تسهیل میکند.
4. میز مواد افقی، میلگرد نبشی را به طور موثر به رک چرخشی مواد منتقل میکند که توسط موتور و کاهنده تغذیه میشود. این مکانیزم موقعیت دقیق میلگرد نبشی را بر روی نوار نقاله تغذیه برای پردازش بعدی تضمین میکند.
5. قطعه کار توسط یک کالسکه تغذیه CNC به طور ایمن گیره و پیش برده میشود و از همترازی و موقعیتیابی دقیق اطمینان حاصل میکند. کالسکه تغذیه توسط موتور سروو هدایت میشود و بازخورد از انکودر فوتوالکتریک را در بر میگیرد و در یک سیستم کنترل حلقه بسته برای بهبود دقت عمل میکند.
6. دستگاه پانچ و علامتگذاری فلز فولاد نبشی CNC از طریق یک سیستم هیدرولیک کار میکند که عملکردهای پانچ، علامتگذاری و برش را تامین میکند. این دستگاه مجهز به یک ایستگاه هیدرولیک با سرعت بالا، همراه با انباشتگر است و خطوط هیدرولیک دارای اتصالات از نوع فرول هستند که عملکرد بدون نشتی را تضمین کرده و در عین حال نگهداری و تعویض قطعات را ساده میکنند. بلوکهای شیر هیدرولیک اصلی از برند معروف Atos تامین میشوند که سیستم هیدرولیک قابل اعتماد و با کارایی بالا را تضمین میکنند.
7. سیستم خنک کننده ایستگاه هیدرولیک گزینههای متعددی از جمله خنک کننده با آب، خنک کننده با هوا یا چیلر روغن را ارائه میدهد. این تطبیقپذیری به مشتریان امکان میدهد تا مناسبترین روش خنک کننده را بر اساس الزامات عملیاتی خاص خود انتخاب کنند.
8. سیستم کنترل شامل یک کامپیوتر بالایی، PLC، موتور سروو، سوئیچهای تشخیص خارجی و سایر اجزای حیاتی است. اپراتور به سادگی پارامترهای پردازش را وارد میکند و سیستم به طور خودکار برنامه پردازش مربوطه را تولید میکند. این دستگاه کاملاً با فرمتهای مختلف فایل از جمله DXF، NC و سایر فایلهای تولید شده توسط نرمافزار CAD سازگار است. رابط انسان و ماشین کامپیوتر بالایی بسیار کاربرپسند است و دارای نمایشگر بصری و عملکرد ساده شده است. این شامل عملکردهایی مانند تجسم گرافیکی قطعات کار، ذخیرهسازی گسترده دادهها، ردیابی موقعیت در زمان واقعی و اعلانهای هشدار خطا است.
این نمونهها که مشخصات استاندارد و پارامترهای پردازش معمول در صنعت برجهای فولادی نبشی را نشان میدهند، به کاربران اجازه میدهند تا کیفیت پردازش، دقت و مهارت تجهیزات را مستقیماً ارزیابی کنند. آنها به عنوان یک معیار ملموس برای ارزیابی عملکرد تجهیزات و همسویی آن با الزامات تولید خاص عمل میکنند و در نتیجه از تصمیمگیری آگاهانه و مبتنی بر داده برای کاربردهای بالقوه پشتیبانی میکنند.
در ساخت خطوط انتقال فوقالعاده ولتاژ بالا (UHV)، که در آن برجها در معرض شرایط آب و هوایی شدید و بارهای قابل توجه قرار دارند، این تجهیزات برای پردازش اجزای فولاد نبشی که چارچوب ساختاری اصلی برجها را تشکیل میدهند، حیاتی است. این دستگاه به طور موثر عملیات حفاری و پرس را بر روی فولاد نبشی مورد استفاده در بدنه برج، بازوهای عرضی و سایر عناصر ساختاری حیاتی انجام میدهد و از ابعاد دقیق و اتصالات ایمن اطمینان حاصل میکند که پایداری کلی و یکپارچگی ساختاری برجها را حفظ میکند.

 پیام شما باید بین 20 تا 3000 کاراکتر باشد!
پیام شما باید بین 20 تا 3000 کاراکتر باشد!