برج مخابرات تولید هیدرولیک CNC زاویه خط برق برج خط انتقال
معرفی محصول:
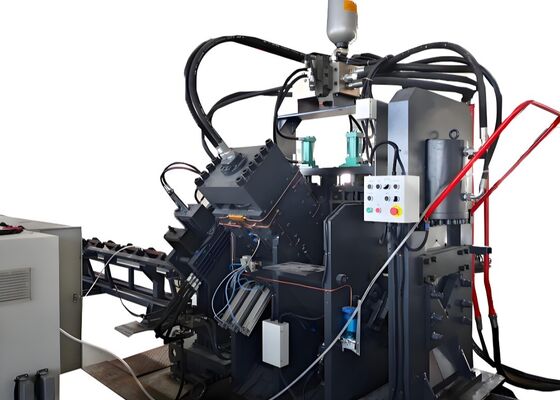
این دستگاه یک دستگاه چند منظوره است که قابلیت های سوراخ کردن، تایپ کردن و تراشیدن فولاد زاویه ای، فولاد کانال و صفحات را با یک دستگاه ترکیب می کندسه عملکرد متمایز می تواند بر روی سه نوع مواد فلزی انجام شود.
ساختار ماشین:
این خط تولید از شش جزء تشکیل شده است: بخش بارگذاری قطعه کار، سیستم تغذیه، ماشین اصلی، بخش بارگیری محصول نهایی، سیستم کنترل الکتریکی و واحد قدرت هیدرولیک.
پارامترهای محصول:
| مدل |
JNC2020 |
| اندازه زاویه (ملی متر) |
50x50x4~200x200x20 |
| حداکثر ضربه زدن (قطر × ضخامت) (ملی متر) |
Φ26x20 |
| نیروی ضربه (kN) |
1000/1200 |
| نیروی علامت گذاری (kN) |
1000/1200 |
| نیروی برش (kN) |
2200/4300 |
| حداکثر طول خالی (m) |
14 |
| حداکثر طول قطعات تمام شده (م) |
12 |
| ضربه به هر طرف |
3 |
| گروه حروف علامت گذاری |
4 |
| تعداد نامه ها در هر گروه |
18 |
| اندازه کاراکتر ((ملی متر) |
14x10x19 |
| محورهای CNC |
3 |
| حالت برش |
دو تیغه یا تک تیغه |
| روش خنک کننده |
خنک کننده آب/ خنک کننده هوا/ خنک کننده روغن |
| حداکثر سرعت تغذیه (m/min) |
80 |
| حالت برنامه ریزی |
نرم افزارهای بالا بردن یا برنامه نویسی دستورالعمل |
| ابعاد کلی (m) |
حدود 32x7x3 |
| پارامترهای فوق می توانند با توجه به نیازهای خاص مشتری تنظیم و تغییر کنند. |

ویژگی و ترکیب قطعات:
1بخش تغذیه
بخش تغذیه شامل یک کانال تغذیه و یک ماشین تغذیه CNC است.
کانال تغذیه: این شامل رول های ناقل، براکت ها، قاب ها، راهنمایی های خطی دقیق و چرخ های موقعیت گذاری جانبی است.
ماشین تغذیه CNC: ماشین تغذیه شامل یک موتور سرو، دنده های محرک، کمربند های همگام سازی، قاب ماشین، میله های کلیمپ و پنجه های کلیمپ است.
قطعه کار در ابتدا به صورت دستی در کلیمپ قرار می گیرد. کلیمپ تغذیه سپس به طور خودکار به ماشین اصلی برای سوراخ کردن و تراشیدن منتقل می شود، که توسط سرو موتور هدایت می شود.با توجه به دستورالعمل های ارائه شده توسط کامپیوتر.
2دستگاه اصلي
این بخش شامل یک واحد فشار، واحد تایپ، واحد پشتیبانی، واحد سوراخ کردن جانبی و واحد برش است.
واحد فشار: این واحد طراحی شده است تا قطعه کار را ایمن کند و از هرگونه انحراف جلوگیری کند، در حالی که همچنین با نیروهای تولید شده در طول ضربه زدن و برش مقاومت می کند.
واحد تایپ: واحد تایپ شامل پایه ثابت ماشین، یک سیلندر روغن است که پایه را حرکت می دهد، یک سیلندر هیدرولیک قدرت سر،یک سیلندر چهار موقعیت که امکان انتقال چهار جعبه کاراکتر را فراهم می کندو مکانیسم تنظیم دستی.
واحد پشتیبانی: در طول تغذیه مواد، واحد پشتیبانی بالاتر از واحدهای سوراخ و تایپ قرار می گیرد تا از تماس فولاد زاویه ای با تیغه پایین جلوگیری شود.واحد پشتیبانی به زیر واحدهای سوراخ کردن و تایپ کردن کاهش می یابد تا کیفیت سوراخ کردن را تضمین کند.، تایپ کردن و تراشیدن.
واحد سوراخ کردن: این واحد دارای سه موقعیت سوراخ کردن در هر طرف است. این موقعیت ها می توانند با سر های سوراخ کردن قطر مختلف بر اساس مشخصات مشتری مجهز شوند.موقعیت ضربه زدن توسط یک موتور servo از طریق یک پیچ توپ و سیستم ریل مربع رانده می شود، اطمینان از دقت بالا در موقعیت.
واحد تراش: این واحد شامل یک بدنه فریم، سیلندر هیدرولیک قدرت، جعبه چاقو بالا، جعبه چاقو پایین، مکانیسم ترجمه، قطعات فشار و سیستم حمل است.دستگاه قادر به برش زاویه فولاد، فولاد کانال و صفحات با تعویض دستگاه های برش مختلف.
سیستم تغذیه طراحی شده است تا از تماس فولاد زاویه ای با تیغه پایین جلوگیری کند. پروفایل های مختلف را می توان با تغییر قالب ها بر اساس آن برش داد.
3واحد تخلیه قطعات آماده
این بخش شامل یک رول پشتیبانی قطعه کار و یک شاخه پشتیبانی است.
با فشار دادن دکمه، قطعه کار می تواند به سمت چپ یا سمت راست، بسته به مشخصات مشتری، خارج شود.
4بخش برق هیدرولیک
این دستگاه مجهز به یک ایستگاه هیدرولیک مستقل است که نگهداری آسان تجهیزات را تسهیل می کند.به طور موثر از نشت مفاصل جلوگیری می کند. دریچه های هیدرولیکی از طریق یک بلوک دریچه یکپارچه شده اند ، که از هر دو دریچه صفحه و دریچه کارتریج به طور همزمان استفاده می کنند. اتصال لوله برای یک سیستم هیدرولیکی فشرده تر بهینه شده است.به حداقل رساندن تلفات خط لوله و اطمینان از استفاده کامل از بهره وری سیستم.
5کنترل الکتریکی
سیستم کنترل الکتریکی دستگاه هم پیشرفته و هم به خوبی ساختار یافته است، برنامه نویسی ساده و عملکرد کاربر پسند را ارائه می دهد.نرم افزار کنترل به طور مداوم نظارت بر عملکرد ماشین، و در صورت خرابی، صفحه نمایش CRT اطلاعات دقیق در مورد خطا و اقدامات اصلاحی پیشنهاد شده را نشان می دهد.
این نمونه ها، که نماینده مشخصات استاندارد و پارامترهای پردازش معمول در صنعت برج زاویه ای فولاد هستند، به کاربران اجازه می دهند کیفیت تجهیزات را مستقیماً ارزیابی کنند.دقت، و کارایی. آنها به عنوان یک نقطه مرجع ملموس برای ارزیابی عملکرد تجهیزات و انطباق با استانداردهای تولید تعریف شده عمل می کنند و در نتیجه حمایت از اطلاعات خوب،تصمیمات مبتنی بر داده ها برای استفاده آینده.
در ساخت خطوط انتقال ولتاژ فوق العاده بالا (UHV) که برج ها باید در شرایط شدید آب و هوا و بار های قابل توجهی مقاومت کنند،این تجهیزات نقش مهمی در پردازش قطعات زاویه ای فولادی که ساختار هسته ای برج را تشکیل می دهند، ایفا می کنند.. آن را به طور قابل اعتماد انجام حفاری و استامپ عملیات بر روی زاویه فولاد مورد استفاده برای برج بدن، cross-arms و دیگر عناصر ساختاری حیاتی،اطمینان از ابعاد دقیق و اتصالات امن که ثبات کلی برج ها را حفظ می کند.

 پیام شما باید بین 20 تا 3000 کاراکتر باشد!
پیام شما باید بین 20 تا 3000 کاراکتر باشد!